电站建设背后:材料电站隐裂风险
此前一家权威认证机构发布了一组调查结果:他们对425座太阳能光伏电站进行了监测,发现了大量问题,其中与光伏组件及其原材料有关的问题令人警觉,尤其是后期建设的电站,问题暴露的越来越多。
调查发现组件主要存在热斑、隐裂、内部缺陷和功率衰减等质量问题,尤以内部缺陷导致的功率衰减问题突出,在2013年现场测试的11座大型地面电站检测后,发现运行一年期左右的组件中(考虑了设备的不确定因素),51%的组件衰减在5%—10%之间,其中约30%的组件功率衰减超过10%,8%的衰减超过20%。
30%建成的3年以上的电站都不同程度出现了问题,建设1年的电站成本、收益都出现了较大波动。参照国外电站运行情况,国内光伏组件经过恶性竞争,价格压到了最低限度,质量开始经受考验。
通常而言,光伏组件衰减第一年是5%,后面为每年不超过0.8%,25年下来不允许超过20%。按照调查所得,如果组件一年衰减达到20%,按照这个速度下去,五年后这个电站就报废了,可以说光伏电站存在很大隐患。
需要保护的电池片组件,按字面意思解释就是由各种材料组装而成的物件,具备发电的功能,是太阳能光伏电站的主要构成部分。具体由哪些构成呢?
首先,最核心中间部分是太阳电池片,外面的封装材料都是为了保护它,它是组件在太阳光照条件下产生光生伏特效应的基石,电池性能的好坏与质量决定组件发电量的高低。
中山大学太阳能系统研究所对一些过往电站的旧组件一直有跟踪研究,在对一批1986年的旧组件分析时他们发现,虽然总体水平保持不错,但来自电池的缺陷占比缺陷总数的比例很高。
中山大学太阳能系统研究所洪瑞江博士表示:“经过23年的户外使用,这批组件依然显示很好的整体性能,衰减不大约6%。组件的外观缺陷主要是封装材料的老化和破损,单体电池片存在裂纹也是造成组件失效的关键隐患。”
他说:“电池出现裂纹,导致组件电流和填充因子严重降低。还有电池栅线断开,导致组件电压和功率降低;栅线脱落造成搭接,电池片破裂、崩边。随着硅片的进一步薄片化,太阳电池的质量应受到重视。”
过往的案例与经验尚摆在眼前,这几年电池片问题进一步凸显。以近两年引起人们关注的PID(Potential Induced Degradation)为例,可以说三年前的太阳电池都是不具有抗PID功能的,因为问题没有大面积暴露、年限也未达到,电站业主及投资商们并未察觉。然而,随着近两年问题的出现,人们才焕然大悟,应该要抗PID。
于是,检测机构对组件端从里到外进行考核,寻找产生这种现象的原因,结果发现都存在一定影响,其中电池片首当其冲,从而各大光伏制造公司开始研发抗PID电池片。
研发新功能的产品需要增加成本,但是眼下,光伏电站项目都看重初始投资,一般而言现在的初始投资是7、8块,但是投资下去的电站所获得的收益率千差万别。
比如一家电站业主在电站招标过程中,如果在合同里指定选用电池必须为抗PID电池,按照行业技术标准,投标企业会给你提供对应电池。如果为了降低成本不注明,就把防PID这道工序减掉了,投标企业提供一般电池,这其中节省的成本是1.1元,但是有可能会使电站损失10%的发电量。当然,这个也需要看地形气候及具体项目所在地环境情况而定。
一位业内组件技术人员表示:“其实,以前的组件并没有这么多问题,这跟组件使用的材料质量有关。这几年光伏电站装机迅猛发展,出现了很多因为降成本、赶工期的项目,粗制滥造,所以组件在户外还没有两年,就有相关问题暴露。”
“是的,有一些早年建成的电站已经运行30年,运行情况比这两年建成的电站还要好,这些光伏电站在欧洲和日本,包括我们以前中国的西部青海省,当时是外国厂商援建的,组件表现很好,衰减值不到10%。如果是真才实料建的电站,我们从7.1元加到8.2元,把保险系数都加上,系统效率提升三个点,我们的年度衰减每年是0.8%,25年衰减20%。然后我们的运营费用降低两个点,这样计算虽然初始投资贵了一块多,但是净现值折算下来是2.37元,我们的收益增长了100%,翻了一番。”晶澳副总裁曹博认为,如果我们衡量一座电站是去核算它的度电成本,整个系统、电站设计25年中它的净现值收益,不是单纯追求初始投资的最低化,最后的收益会有很好预期。追求初始投资最低化是舍本逐末,让我们产生高损失的一种现象。
多家光伏上市公司日本销售人员向PV-Tech反馈:“电池片的成本占组件生产总成本的80%以上,其他的原材料成本对总成本影响较小,因此,应尽量选用高品质的电池,从而降低原材料品质问题带来的后期风险。为什么我们国家的光伏公司都把自己最好的组件卖到日本,因为人家看重品质,对于日本消费者而言,这是一个需要运行25年的产品,质量保证和售后服务是他们觉得重要的方面,价格反倒是其次。”
在调查中发现,不论是以往电站还是近几年的电站,组件都有EVA(乙烯基乙酸乙脂)变黄现象,黄变的部位有的出现在组件的局部,有的则整个组件都出现黄变,这其实一种老化,很大程度上影响了太阳光透过率,缩短了组件的使用寿命。
据了解,EVA胶膜是太阳电池组件封装过程中一种非常关键的材料,EVA自身化学结构不稳定,耐老化性能相对较差。虽然目前业内有检测认证机构对其进行测试考核,但即便是常规的湿热老化测试,在85%湿度、85℃、1000h条件下,EVA也是比较容易出现发黄、起泡、脱胶等老化现象,更何况要在户外运行25年。
洪瑞江博士表示:“在卸下来的旧组件中,EVA的问题很多,除了黄变还有起泡,EVA起泡会导致组件电流降低。而且EVA水解产生的乙酸不但会腐蚀玻璃和背板,破坏EVA与玻璃和背板的粘接,还会腐蚀电极和焊带,严重影响组件的电性能。”
面对EVA的问题,曹博也深有感触:“EVA对于组件透水性的影响非常大,不同EVA对PID的影响也是致命的。通常大家会对EVA进行检测,正常的检测周期至少要半年时间才能把所有参数检测成功,在这过程中如果为了降低成本,一些企业选用随便的原材料,后果是很可怕的。”
他说:“因为EVA整体造价只占组件成本的一毛钱,我们电站系统假如说是70块钱的话,它只占1/70,但是因为它的成本节省10%,也就是1/700,但会导致我们电站出现大的问题。因为客户要求组件降一毛钱,组件厂为了省一毛钱,就要求EVA供应商给降一毛钱,EVA本身只占这么多成本还要降价,这会使整个系统存在大规模失效的隐患。”
据笔者了解,虽然眼下中国存在上百家EVA生产制造商,EVA的价格也很便宜,形成混战局面,但其实EVA的生产存在较强的技术壁垒,国内生产EVA 胶膜的厂家中,在质量和规模方面达到世界水平的企业很少,这也是EVA容易出问题的原因之一。
据EVA研发技术人员介绍,EVA在常温状态下不发粘,加热到所需的温度后将发生本质的变化(包括物理变化和化学变化),将三层材料(钢化玻璃、太阳电池片和绝缘背板)粘接到一起,形成太阳电池组件,主要起到粘接密封的作用,而将这几层连接在一起需要层压机,这里涉及到组件厂家的生产工艺。
“EVA出现问题,不仅仅是EVA公司的事情,还跟组件的生产工艺有关。”广州宝力达电气材料有限公司总经理周树东在接受PV-Tech采访时表示,这跟每家组件厂商的生产环境、生产设备、原材料情况都有关系,有些企业做的好,有自己的最佳生产工艺,做出来的组件产品就高,还能降低成本。
欧洲的电站业主发现了背板的问题,引起了业内很大震动,将人们的视线聚焦到封装材料的选择与质量上。
在过去的电站中,背板出现问题的状况并不突出,因此被归入笼统损坏的类别里,但是近几年,背板问题出现越来越多。市场上有了采⽤不同材料和结构的各种背板,也出现了许多背板供应商,各种新产品、新材料充斥在组件里。
随着光伏电站装机的大幅攀升,背板的需求也大大增加,原有的背板产能无法满足需求,于是,新材料、新背板开始了大规模的应用试验,尤其在中国。
做为组件背面的最外层,在户外环境下背板保护太阳电池不受水汽侵蚀,阻隔氧气防止氧化 、耐高低温,具有良好的绝缘性和耐老化性能 、 耐腐蚀性能。
在各种背板结构中,耐候性最好的无疑是TPT和TPE结构背板,这在业内基本成为共知。
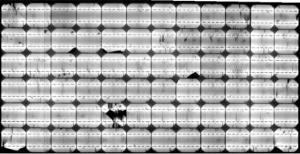
光伏组件需要长期暴露在户外自然环境中,紫外光、水汽、盐雾、风沙、高低温、化学物质等外部环境因素都会使组件的长期可靠性受到影响,因此常规的内部缺陷EL检测是非常必要的,光伏组件内部的缺陷隐裂会严重影响组件的发电效率及使用寿命,部分电站跟厂商会在生产完成后进行组件的EL检测仪或者在电站组件上架前进行组件EL全检,殊不知,在这过程中任何一个环节都有可能造成组件的隐裂产生,后续自然环节的影响也同样会产生内部缺陷,这些都需要具有良好的综合检测性能。
光伏材料的选择跟后期必要的EL检测维护,这对电站的质量及收益率有密切影响。
除了太阳电池、封装材料,对二极管容易出问题的环节,也有企业在跟进,比如组件防火方面,防热斑方面。
据了解,热斑产生的基本原理是电池短路以及现场运营过程中长期遮隐,在以往的案例中,着火也往往与二极管有关,目前电池组件都用二极管做一个开路旁路的作用。
东方日升新能源股份公司运营总监云飞表示:“二极管的电压一般在0.6,在真正产生热斑和产生衰减之前,已经不发热了。所以我们研发了一条新的管控设备,能够一旦有左行电压产生情况下,立即切断电池串的电流,有效防止了热斑的产生。”同时他还表示,将继续把这一方面的研究持续改善下去。
追溯到早年,其实国内外不少公司对确保光伏组件质量一直在做相关努力和工作,比如1982年,ARCO Solar最开始推出了五年质保的组件,1982年5月,安装了10KW的系统,20年后,22%的组件有碎片(热斑),绝大部分组件发黄或背板分层(记载来自中大洪瑞江博士)。
1985年,Kyocera开始提供十年质保的组件,1987年,增加到12年。
九十年代中期,BP Solar将质保增加到20年。
1997年,Siemens公司开始提供25年的组件质保,从那开始其他公司跟进,他们当时主要得益于对单体电池质量的提高,对封装材料和工艺的改进。
包括对超白玻璃的优化,使其达到更高透光率;研制耐气候老化性能和封装工艺性能更加优越的EVA胶膜;开发其他性能优异的背板材料;采用密封性能更优和胶带类封胶材料产品。
前人植树,后人乘凉,对于组件产品的品质,行业先行者们从来都没有停止追求与探索。
随着科技的越来越发达,制造业技术的进步,新材料性能的逐步提升,全方位的EL检测跟色差分选,组件的质量没有道理变得越来越脆弱,而是应该在性能与寿命方面得到更大的提高与巩固。